 Skip to content
Skip to content 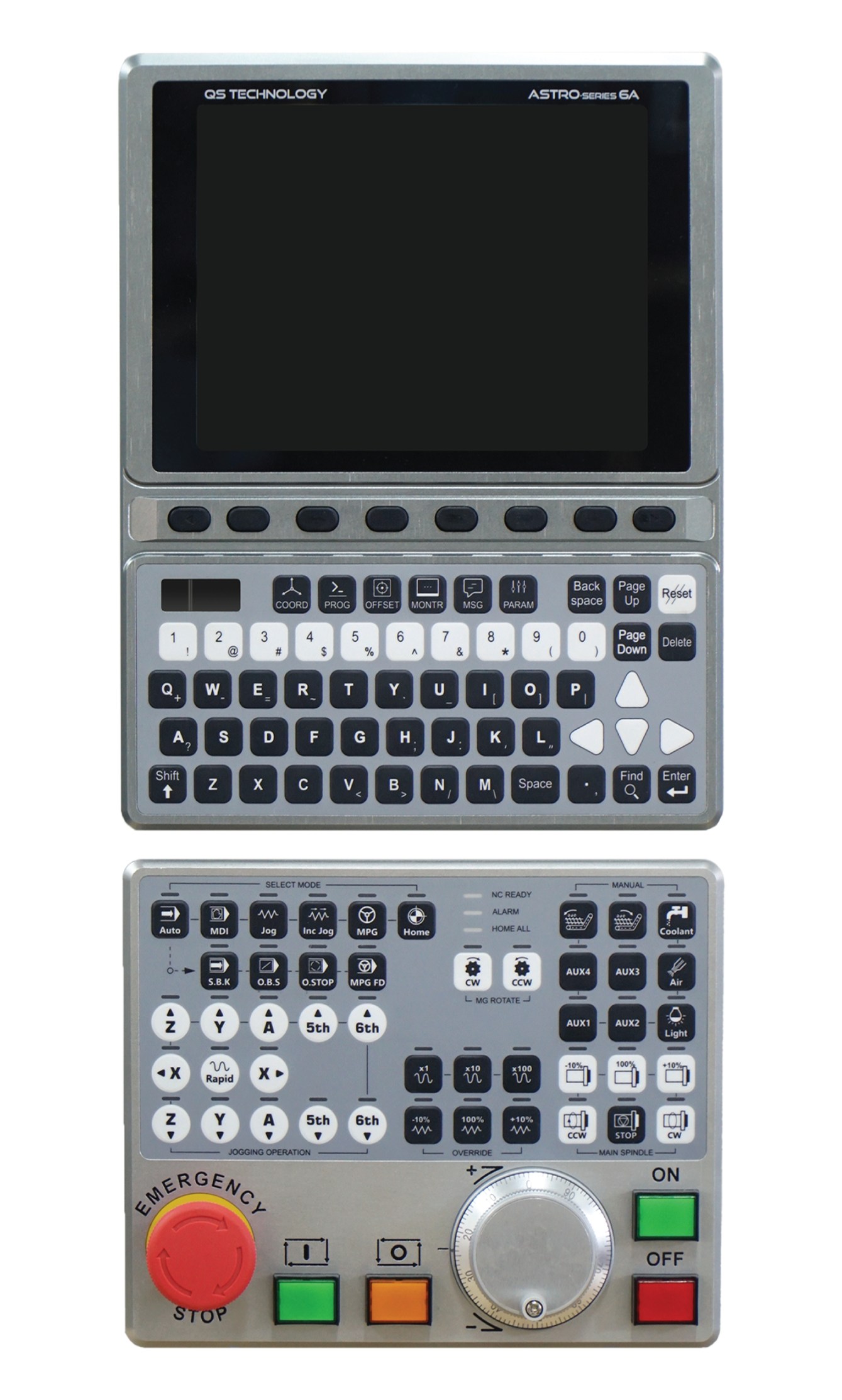


Bộ điều khiển CNC thuộc series Astro, là dòng sản phẩm cao cấp của QS Technology, với đầy đủ các tính năng, hiệu năng mạnh mẽ, điều khiển theo dạng vòng kín, tích hợp FPGA sẽ mang đến những trải nghiệm tốt nhất cho người vận hành … Bộ điều khiển Astro-6AV là một phiên bản dọc của bộ điều khiển Astro-6AH với bàn phím các nút chức năng được mở rộng hơn cũng như là được tích hợp tay quay MPG. Ngoài ra với kích thước màn hình 8 Inch với độ phân giải 800 x 600 giúp cho người vận hành có thể theo dõi các thông số rõ ràng, chi tiết.




| Mô tả | Thông số | |
|---|---|---|
| Đặc tính kỹ thuật | Kích thước (Dimension) | 460 x 220 x 70 (mm) |
| Vật liệu vỏ (Materials) | Aluminum | |
| Số trục điều khiển bằng PLC (Max.PLC Axis) | 6 | |
| Số trục điều khiển (Standard Axis) | 6 | |
| Số trục tùy chọn thêm (Max. Axis (Optional) | 6 | |
| Số trục chính điều khiển tối đa (Max. Spindle) | 2 | |
| Số trục mà trục chính có thể điều khiển (Max Spindle Simultaneous Axis Control) | 6 | |
| Đơn vị điều khiển nhỏ nhất (Min. Control Unit) | 0.0001 | |
| Số lượng tối đa hệ tọa độ lưu tâm chương trình gia công (Max. Number Of Program Coordinate) | 18 | |
| Số lượng dụng cụ tối đa trong bảng (Max. Number of Table Tools) | 40 | |
| Dự đoán trước các câu lệnh (Look-Ahead) | 500 | |
| Thời gian xử lý khối lệnh (Block Processing Time) | 500 | |
| Thông số phần cứng | Số cổng Input/Output tiêu chuẩn (Standard I/O) | 24/16 |
| Số cổng Input/Output mở rộng tối đa (Optional I/O) | 256/256 | |
| DA | 2 | |
| Kích thước màn hình (Monitor) | 8 Inch | |
| Cổng giao tiếp RS485 | 1 | |
| Số cổng USB | 1 | |
| Chức năng bù trừ | Bù rơ cơ khí (Backlash) | 0 |
| Bù sai số hành trình (Pitch Error) | 0 | |
| Chức năng hoạt động | Mô phỏng tay quay MPG (MPG Simulation) | 0 |
| Chạy thử khi không có vật liệu (Dry Run) | 0 | |
| Dừng tùy chọn (Optional Stop) | 0 | |
| Chạy chương trình theo từng khối (Single Block) | 0 | |
| Điều chỉnh ngoại vi (External Offsets) | 0 | |
| Hiệu chỉnh vị trí (MPG Offsets) | 0 | |
| G-code hỗ trợ | G00 – Thiết lập vị trí (Positioning) | Có |
| G01 – Nội suy đường tròn (Linear Interpolation) | Có | |
| G02 – Nội suy đường tròn/ đường xoắn ốc (CW) (Circular/ Helical Interpolation – CW) | Có | |
| G03 – Nội suy đường tròn/ đường xoắn ốc (CCW) (Circular/ Helical Interpolation – CCW) | Có | |
| G04 – Tạm dừng (Dwell) | Có | |
| G17 – Điều khiển trục X-Y (X-Y plane selection) | Có | |
| G18 – Điều khiển trục Z-X (Z-X plane selection) | Có | |
| G19 – Điều khiển trục Y-Z (Y-Z plane selection) | Có | |
| G20 – Chọn đơn vị đo là Inch (Inch perform) | Có | |
| G21 – Chọn đơn vị đo là mm (mm perform) | Có | |
| G28 – Di chuyển các trục về vị trí tham chiếu (Return to reference position) | Có | |
| G30 – Di chuyển các trục về vị trí tham chiếu thứ 2,3,4 (2nd, 3rd, 4th reference position return) | Có | |
| G31 – Dò vị trí đầu dao (Skip Function) | Có | |
| G43 – Bù chiều dài của dao theo chiều dương (Tool length compensation in positive direction) | Có | |
| G44 – Bù chiều dài dao theo chiều âm (Tool length compensation in negative direction) | Có | |
| G49 – Hủy chức năng bù chiều dài dao (Tool length compensation cancel) | Có | |
| G53 – Thiết lập hệ tọa độ của máy (Machine coordinate system setting) | Có | |
| G54 – Chọn hệ tọa độ phôi số 1 (Workpiece coordinate system selection 1) | Có | |
| G55 – Chọn hệ tọa độ phôi số 2 (Workpiece coordinate system selection 2) | Có | |
| G56 – Chọn hệ tọa độ phôi số 3 (Workpiece coordinate system selection 3) | Có | |
| G57 – Chọn hệ tọa độ phôi số 4 (Workpiece coordinate system selection 4) | Có | |
| G58 – Chọn hệ tọa độ phôi số 5 (Workpiece coordinate system selection 5) | Có | |
| G59 – Chọn hệ tọa độ phôi số 6 (Workpiece coordinate system selection 6) | Có | |
| G61 – Chế độ dừng chính xác (Exact Stop Mode) | Có | |
| G64 – Chế độ cắt ( Cutting mode) | Có | |
| G65 – Gọi chương trình Macro (Macro call) | Có | |
| G73 – Thực hiện chu trình khoan lỗ dài tốc độ cao (High speed peck drilling cycle) | Có | |
| G76 – Thực hiện chu trình tạo ren (Fine boring cycle) | Có | |
| G80 – Hủy các chu trình khoan gộp (Canned cycle cancel) | Có | |
| G81 – Thực hiện chu trình khoan không dừng ở cuối hành trình (Drilling cycle) | Có | |
| G82 – Thực hiện chu trình khoan có dừng ở cuối hành trình (Drilling cycle of dwell on the hole bottom) | Có | |
| G83 – Thực hiện chu trình khoan lỗ sâu (Peck drilling cycle) | Có | |
| G84 – Thực hiện chu trình taro theo chiều thuận CW (CW tapping cycle) | Có | |
| G85 – Thực hiện chu trình doa lỗ (Boring cycle) | Có | |
| G86 – Thực hiện chu trình khoan ở tốc độ cao (High speed drilling cycle) | Có | |
| G87 – Thực hiện chu trình doa tinh ở mặt sau (Fine boring cycle of back side) | Có | |
| G88 – Thực hiện chu trình doa tinh bán tự động (Semi-automation fine boring cycle) | Có | |
| G89 – Thực hiện chu trình doa lỗ, có dừng ở đáy lỗ (Boring cycle stops and the end of bottom hole) | Có | |
| G90 – Chế độ sử dụng hệ tọa độ tuyệt đối | Có | |
| G91 – Lệnh tăng ( Increment command) | Có | |
| G92 – Thiết lập tọa độ làm việc (Work coordinate setting system) | Có | |
| G93 – Thiết lập tốc độ cắt / phút (Feed in mm per minute) | Có | |
| G94 – Thiết lập hành trình cắt /phút (Distance/F (min) | Có | |
| G98 – Thực hiện về điểm ban đầu trong chu trình khoan gộp (Return to initial point in canned cycle) | Có | |
| G99 – Thực hiện về điểm R trong chu trình khoan gộp (Return to R point in canned cycle) | Có |
Chúng tôi tự hào là đơn vị đầu tiên tại Việt Nam, phát triển, ứng dụng và thương mại sản phẩm bộ điều khiển CNC. Sau một vài năm phát triển sản phẩm đã được ứng dụng rộng rãi trong công nghiệp và chúng tôi đã nhận được sự tin tưởng, quan tâm từ khách hàng trong cũng như ngoài nước.





 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator


